
如何在装配中落地智能化
中国工程院院士、华中科技大学李培根教授在他编著的《智能制造概论》中讲到,人和动物的最根本区别在于使用工具。黑猩猩使用的工具是树枝和石头,树枝和石头的本质和形态是自然界已经存在的东西,而人所使用的工具,例如弓箭,其形态不是自然界本来存在的,它是超自然、超世界存在的东西,黑猩猩是做不出这样的工具来的。从某个角度来说,人类的文明史就是一部不断探究“超自然存在”的历史,人不断通过创造“超自然存在的工具”去改善自己的生存问题。人对工具的欲求淋漓尽致地表现在对自动化的追求上,例如纺织技术的演进,从纺坠,纺车,水利纺车,逐步进化到珍妮纺织机,再往后到无梭织布,无纺织布等等,这些都是对纺织自动化技术无止境的追求,期望通过更快的工具提高效率。人类希望其使用的工具尽可能的没有人工干预就能达到设想的目的,这样的工具其实就是自动化设备。
伴随着人类对自动化的追求,从1940年开始,自动控制理论发展迅速。从1930年就开始有了PID调节器(也就是比例控制、积分控制和微分控制),再往后从经典自动控制理论到现代控制理论、最优控制理论、随机控制理论等等,但是我们所看见的自动控制的作用或者自动化的作用主要为了替代人的体力劳动,却从未取代脑力劳动。这里面可能有部分取代,例如我在需要将螺栓拧紧到40NM,如果我用LTV39气动工具拧紧,气动工具里面有个离合器装置能够在40NM时将马达和减速机构脱开,工具自动停止,这里面或多或少的能替代人的部分脑力劳动,我们拧紧的时候不用再去思考到底有没有到达扭矩,但是这个对脑力劳动的取代是低层次的。
计算机和软件的出现大大提高了我们在各方面的工作效率。我在1994年刚上大学用的是286电脑加DOS操作系统,尽管学了WPS,但是对无纸化办公和电脑能提高效率是一个非常模糊的印象。98年毕业设计,开始用CAD画图,切实体会到了比原来手工画图提高了不少效率,然后工作后就开始听说信息化这个词了。有了刚才的一堆铺垫,这里就来解释一下信息化是什么。信息化是指将现实物理存在的事物,通过01二进制编码,在电子终端上把他呈现出来。刚才说的word,CAD,还有当时普遍用的财务软件都是信息化的常用场景。但信息化的录入是由人来实现的,人工录入数据才能实现信息化,这也是为什么ERP产品在中国企业推行困难的原因,ERP不但没有减轻基层工作量,反倒提高了不少,包括公司使用的CRM管理系统,用了这个东西以后老板工作老轻松了,但是每一位员工每天都要耗费很多时间和精力进行信息录入的工作。同时,信息化的过程中出错概率很高,因为信息录入是依靠人工实现的,所以如果以信息化录入后结果作为判断依据进行策略分析,准确度就差了很多。有人说了,Excel中有大量的函数,它替代了人的脑力劳动,是的,但是excel的函数是由人设计的,它不是机器根据自己的智力设计的。
这里面扯一句题外话,刚才在说智能制造,这个“制造”是一个广义的概念,大家万不可仅仅把在车间里生产挖掘机的过程叫做制造,对于一个企业,只要是把原材料变成适用的能够销售的产品的活动都是制造,例如张艺谋导演电影、厨师把从市场买来的菜加工成可售的商品,服务员把房间打扫干净,我们阿特拉斯科普柯的物流人员把PTD仓库里的拧紧设备分发到世界每个角落,这些活动都是制造,所以制造包括了设计、加工、服务、销售、物流、财务等等。智能制造就是把智能的技术应用到“制造”中来,但是万变不离其宗,这里面“智能”是为了“制造”服务的,别为了智能而智能,别为了数字化而数字化。国内某制造企业一直在抓数字化,但是我们看到,很多基层员工把数字化当成了目的,而根本不知道数字化最终是为了制造而服务。智能制造必须致力于提高制造产品的质量,提高工作效率,超越同类企业,提高企业竞争力。刚才说信息化是依靠人的信息输入产生大量信息,而数字化的信息录入是依靠大量传感器等自动获取。以智能手表为例,I Watch每天能自动记录你走了多少步,心跳,打羽毛球多久,站立了多少次,并通过几个圆环给你指导你是否完成目标。这些数据的录入不是我们每次一站立动作完成后自己输入的,而是利用I Watch的传感器自动采集。试想一下古代的皇帝希望有个人每天记录用他的生活数据,我估计旁边得候着五六个太监。数字化的信息录入工作效率大大提高,准确度高,节约了人工。因为传感器的大量采用,各种方面各个人在数字化以后信息量越来越多,我们管它叫大数据。
数字化是伴随着传感器的普遍使用以及数据采集、数据存储技术的发展而来的,我们这里对数字化可以定义为凡是数据采集和录入由机器完成,在人工预设的规则下才能触发的自动化工作叫做数字化。前面提到过智能制造的“制造”不只是我们所想象的工厂车间里面的制造,只要是把原材料变成适用的产品的活动都是制造,所以我们看到在智能制造概念逐渐落地以后,我们生活中看到了很多数字化的场景。我这里以新闻中某数字化酒店和数字化交通举例。在数字化酒店实际已经在某些酒店实施,其中从用户到员工,从前台到后厨,从供应商到酒水的合作方,所有数据都被采集,过去你很多不可想象的事情都能实现。以前餐厅老板得提前根据经验备货,现在供应商能够实时收到送货提醒,哪些菜滞销哪些菜消耗快;以前前台不知道后厨情况,现在餐厅老板还有客人都能看到每道菜的准备情况;以前来了客人得问你想吃什么,现在人一进来老板就知道客人喜欢吃什么,客人喜欢坐在哪儿,喜欢喝什么酒水。到了晚上关门,系统刚刚打烊,老板马上就能收到当天的经营数据,这些在数字化酒店都能实现。
下面在说数字化交通,在说之前,我想先声明一下,很多地方和企业把一些信息化解决方案叫做数字化,出现这样的事情非常正常,中国各个地方经济发展不均衡,大家对数字化额理解不同,所以难免搞混信息化和数字化。
这个新闻是某市公安局交警指挥中心上马了一套智能交通指挥中心,但从描述里通篇看下来就是一个信息化的过程,这个指挥中心只是把现实物理存在的事物,通过01二进制编码进行数据传输,最终在交通指挥中心的显示大屏上呈现出来,当交警发现某个道路出现拥堵的时候,可以远程对路灯进行控制。
而数字化交通是什么呢,我这里用华为首席信息官陶景文在得到APP大师课描述自动驾驶来说明智慧交通。陶景文讲到,最开始讲的智能交通是手机导航,每一个人成了决策者,不用再听青岛897交通广播,再往后,智能交通跟马路上跑的每个人、每辆车、每个红绿灯的信息打通,实现我们前面提到的全量全要素,这些信息构成了数字世界的一个虚拟世界,此刻不用导航,汽车能够在这个数字化的孪生兄弟中计算怎样到达另一个地址,这就是自动驾驶。
在生产制造业,数据获取技术通常是以传感器为主,结合着RFID,条码扫描,生产和监测设备,PDA,HMI,智能终端等手段实现的生产过程的信息获取,并通过工业互联网或者现场总线等技术实现原始数据的实时准确的传输,大数据的出现推动了云存储、云计算的产生。刚才说了一下数字化以后的虚拟世界,这个虚拟世界为了服务物理世界而存在,物理世界因为虚拟世界而变得更加高效有序,这虚拟世界就是我想要说的数字孪生。数字孪生的英文名叫Digital Twin(数字双胞胎),也被称为数字映射、数字镜像。数字孪生的官方定义是充分利用物理模型、传感器更新、运行历史等数据,集成多学科、多物理量、多尺度、多概率的仿真过程,在虚拟空间中完成映射,从而反映相对应的实体装备的全生命周期过程。是不是很难以理解,没办法,官方解释要严谨,我用俗话解释一遍,数字孪生就是在一个设备或系统的基础上创造一个数字版的“克隆体”,以数字化的方式把现实物理世界里的业务对象借助数据模拟物理实体在现实环境中的行为,通过虚实交互反馈、数据融合分析和决策迭代优化等手段,在数字世界里建一个一模一样的模型,为物理实体增加或者扩展新的能力,这个虚拟世界的模型就像是物理世界的双胞胎,孪生兄弟一样,所以叫做数字孪生。数字孪生被创建在信息化的平台上,是虚拟的。数字孪生体最大的特点在于:它是对实体对象(本体)的动态仿真,也就是说,数字孪生体是会“动”的。它“动”的依据来自本体的物理设计模型,还有本体上面传感器反馈的数据,以及本体运行的历史数据。
如果我们给装配工人操作某个设备做一个数字孪生,物理世界的这个操作工在工作,那么虚拟世界中能够同时把物理世界的所有事情在信息化的平台上“全量全要素”能够一一反映出来。例如谁操作的,几点几分操作的,拧紧的过程是什么,拧紧了哪个螺栓,每个部件是哪个供应商提供的,拧紧合格吗,曲线是什么,中间里操作工有没有提前松手。从虚拟世界中一个个0101的数据,我们就能够完全复原当时操作工工作的这个故事的所有情况。这个虚拟世界中的这一堆数据就是数字孪生,从这个数字孪生兄弟,你可以非常简单的发现哪些产品有缺陷,通过对这个孪生兄弟的数字化分析,你能够对产品质量进行SPC。
特斯拉是世界排名第一的车企,4900多亿市值的特斯拉市值超过第二丰田第三大众的总和,但是特斯拉2019年的研发费用只有第二名丰田的十分之一,为什么?其中一个原因就是特斯拉的数字化,特斯拉在碰撞试验时不是跟其它车企一样傻傻的拿着一辆辆的真车去碰撞,而是采用数字化仿真,让那个孪生兄弟去撞,成本少了多少你自己算算。智能化是一个软硬件不断被卷入的过程,不断的卷入不断的解决痛点,创造价值。
刚才讲了餐厅采用进销存以及客户管理达到数字化餐厅,或者有人管它叫智能餐厅,但这样这个餐厅就真的够完美智能了吗?我用我的一个痛点来分析一下。我经常出差在外,所以需要经常在饭店里就餐。吃饭时我有一个痛点,就是点同样一份菜,每一家的口味却不同,别说小鸡炖蘑菇这样复杂的菜,就是一个西红柿炒鸡蛋,今天你去吃的口味和明天你再到这里来的口味就不同。为什么?是因为在炒菜的过程中夹杂了太多波动,这个波动有人的因素,有灶台炉温的因素,有西红柿、鸡蛋、花生油等原材料质量的因素,有炒菜工序的因素,这个锅有没有刷干净也会影响口味,这在传统的生产中叫做人机料法环,这些波动造成了中国菜的口味总是变化,大厨他能够精确控制,但我们常去的餐馆没有大厨。如果我们在炒菜师傅面前摆放一个智能辅助系统,操作工人按照智能辅助系统提示的时间、工序去操作,并且取料的顺序被控制且不会出错,料的质量和数量甚至大小个头油温等等因素都能够数字化控制,这样出来的炒菜口味就能一致,这其实就是我们常见的肯德基麦当劳的做法,这种过程消除了非系统性问题。
螺栓装配中的智能化中最早被卷入的是拧紧工具,用带有传感器的电动工具取代气动工具,实现了对螺栓计数的功能,还能把拧紧过程进行控制,并可以通过传感器和数据采集软件实现了数据的采集,再后来,HMI被卷入,再后来拧紧过程被卷入,扭矩标定,服务被卷入,自此,基本上智能装配得以实现。如果我们再把话题带回到工业4.0的提出,我们看看有什么背景或者原因引出了工业4.0。
其实早在1988年,美国纽约大学的教授怀特就出版了《智能制造》这本书,提出了在没有人工干预的情况下小批量生产。第二年也就是1989年,日本提出了“智能制造系统”IMS(intelligent manufacturing system)计划,后来,包括日本,美国,瑞士等很多国家参与其中。到了2000年以后,电子信息技术得以发展,网络技术和通信技术的融合又形成了移动互联网,网络就像是数字神经系统把各种设备都串了起来,所以后来有了大家都知道的2013年德国在汉诺威工业博览会上提出了工业4.0,后来中国又提出了工业制造2025.并不是说以前人们意识不到整体的联系,意识不到自动化解决不了不确定性的问题,而是之前没有物联网,没有大数据分析等,而没有这些软硬件作为支撑,解决不确定性的问题是不可能的。
这里也想插一句,自动化和智能化并不是“工具”发展的两个不同方向(因为有人问过我这个问题),东风汽车公司技术中心总师胡昌华在他的讲座《汽车制造智能化趋势及其顶层设计》中讲到,智能制造的发展分四步:自动化-信息化-数字化-智能化,所以,自动化的发展势必指向: 不仅减轻和替代人的体力,还要减轻人的脑力活动乃至扩展人的智能。
另外,智能化绝对不是增加几个机器人就是工业4.0了,但是为什么我们一直认为工业4.0就是增加机器人呢,为什么从工业4.0这个概念提出后机器人的销量增加是十几倍几十倍呢?你看看下面的那个图,几乎所有工业4.0都会加上机器人的logo,给人一个印象,似乎上了机器人就是工业4.0了,就是智能工厂了。
现在很多工厂宣传自己的企业实现了智能化,但只是实现了自动化,例如下图某滚筒洗衣机工厂,我感觉就是在利用人们对自动化和智能化的错误理解把自己宣传成实现了智能化制造。之所以这样宣传,是因为机器人的价格大幅度下跌,几万元十几万元就能实现机器人搬运自动化,同时看得见摸得着,而构建智能化的工厂需要投入大量的传感器设备,大量数据计算。另外,制造过程智能化是为了提升质量,国内还主要是为了提升产量,并不太重视质量,而机器人自动化只是为了提升产量。
目前很多国内公司实现了供应链智能化,但目的是为了保生产,供销过程管理智能决策能够有效的减少“供应链啤酒游戏”的“牛鞭效应”。
注:
供应链啤酒游戏是上世纪60年代麻省理工Sloan管理学院发明的一种类似“大富翁”的策略游戏,旨在让学生更生动深刻地感受理解牛鞭效应和库存管理的重要性。
“牛鞭效应”是经济学上的一个术语,指供应链上的一种需求变异放大现象,使信息流从最终客户端向原始供应商端传递时,无法有效地实现信息共享,使得信息扭曲而逐级放大,导致了需求信息出现越来越大的波动,此信息扭曲的放大作用在图形上很像一个甩起的牛鞭,因此被形象地称为牛鞭效应。
即使能够完成数字化,但如果这些数字信息不能经过分析给人以决策上的指导意见的话,也就是没有一个好的软件分析系统,仅仅通过MES(制造执行系统)采集过来,那也谈不上智能工厂。以当前的自动化技术只能解决企业中确定性的问题和结构化的问题,能找出规律来的问题,而企业中还有大量不确定性的问题或者非结构化的问题。企业是一个大系统,有很多分支系统、子系统,有各种各样的活动(设计、加工、装配……),各种各样的资源(原材料、工具、零部件、设备、人力……),供应商,客户……,装配工作中有很多不确定性的问题影响我们的产品质量:忘了涂胶,设备内部齿轮出现磨损造成精度差,拿错了部件,工艺设计本身有问题,螺栓利用率低,或者螺栓夹紧力波动大,螺栓被油污染,检测方法问题造成工具精度实际不合格,这就是我们所说的人机料法环测六个方面。我以挖掘机的阀岛装配岗位为例,这个岗位比较复杂,导致出错的原因会有上百个,我曾经在某日企挖掘机阀岛装配岗位问操作工:这个地方这么复杂,你当前的装配方法会出错吗?你猜怎么着,这个操组工一秒钟都没有迟疑地回答我:怎么会没有?你来干干就知道了,这个地方不出错是不可能的。其实这个问题我在国内品牌挖机也有问过,答案是一样的。为了避免错误的出现,我们的操作工需要打起十二分的精神,精力集中,但是出错的概率太大了。而在出错后管理人员的解决办法呢,往往是加强培训,但这能解决上面说的人机料法环测环节中出现的问题吗?再加上客户对定制化、小批量、多品种不断提出要求,出现错误的概率被进一步放大,而根据当前的技术来说,只有将装配工作智能化才能解决以上装配中的非系统性的问题。
某挖掘机工厂主阀装配站
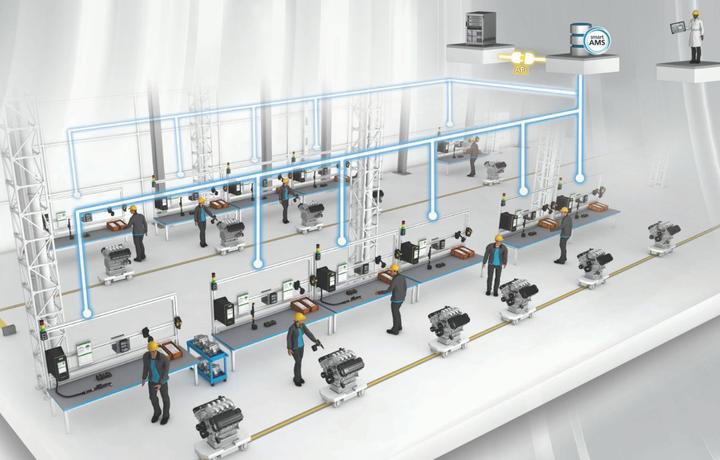
既然将装配智能化能解决装配中的问题,那装配中怎么将智能化落地呢?在行动之前我们还是要回归智能化的理论基础,从智能制造的理论出发去思考如何落地。李培根讲到,智能制造的本质和真谛是在数字化的基础上,利用物联网、大数据、人工智能等先进技术认识制造系统的整体联系并控制和驾驭系统中的不确定性、非结构化和非固定模式问题以达到企业更高的目标。这里面其实解释了我们要落地智能制造的四个基础:数字化,互联网,大数据,人工智能。对于装配来说就是采用数字化的装配工具,利用工业互联网串起来底层执行层的拧紧工具,SCADA通过MES同ERP握手,在装配中进行数据下达和基层数据的上传采集(我们在数字孪生中有讲到,采集信息要“全量全要素”,能够反映出来谁操作的,几点几分操作的,拧紧的过程是什么,拧紧了哪个螺栓,每个部件是哪个供应商提供的,拧紧合格吗,曲线是什么,中间里操作工有没有提前松手,节拍等等,也就是完全复原生产情况。老板或者总经理不用到现场,只需要用手机查看这个数字报告就能复原生产情况),然后对采集的数据通过大数据计算,给企业的领导做决策指导。
阿特拉斯科普柯长期致力于零错误装配,2009年阿特拉斯提出五步拧紧方法(扭矩OK,批次OK,螺栓连接OK,安全性要求OK),最终实现零错误装配。随着工业互联网、大数据分析技术的逐渐成熟,阿特拉斯在2016年提出了Smart Connected Assembly智联装配。正如前面所说,智能装配也是一个不断将周边设备卷入的过程,能够解决很多场景下的工厂装配痛点,目前SCA(Smart Connected Assembly)已经逐步将质量检测,数据分析,线体防错卷入智能装配,形成了一个智能装配的生态圈,接下来我一步步的利用阿特拉斯的产品教给大家如何在装配中落地智能化。智能化的第一步是装配要素的数字化,这包括拧紧过程、产品信息和装配质量的数字化,“全量全要素”,要把关联到装配质量的颗粒度切分的足够细、足够全,“全量全要素”是我们的目标。
装配要素数字化的第一步要工具数字化
在构建拧紧工具数字化时,阿特拉斯认为以下三方面较为重要:第一是降低成本,每个工厂都希望在设备投入上降低成本,成本的降低可以来自于三个方面,更少硬件投入,用一种控制器可以控制所有的拧紧设备,包括手动工具、手持电动工具、固定式的拧紧机;降低安装成本,控制器的安装涉及到搭建桥架,网络等等,更少控制器意味着更少的安装费用;降低维护成本,硬件少了,维护成本也会降低;需要说明,现代制造的基本理念是可持续发展,百度“可持续发展”有解释,“可持续发展要转向更清洁、更有效的技术,尽可能的零排放,尽可能减少能源和其它资源的消耗”,这就是人们常说的绿色制造。阿特拉斯虚拟工作站的设计方法,现在通过软件方法控制工具,实现了过去只能增加硬件的方式,降低了控制器待机能源的消耗。
虚拟站可用一个控制器控制多把拧紧工具,降低能耗 第二是增加效率,降低停机时间,降低维护时间。阿特拉斯采用智能模块IAM,实现双系统备份,假如控制器出现问题,服务人员无法迅速到达现场,此时只需要将IAM模块放在一台空的控制器上开机即可使用,之前对控制器的IP地址,输入输出配置以及编写的拧紧程序,甚至还未上传的拧紧结果都会转存到新的控制器中,这对停机一分钟就带来数万元损失的企业是非常有价值的。
IAM智能模块第三是提高生产效率,减少工具辅助设备。我们都知道工具扭矩超过人体能力上限时需要增加辅助工装抵消反力,康明斯发动机公司为了保护员工健康,防止发生职业损伤,要求40NM以上的拧紧岗位必须配合机械抗扭臂,但是增加了阿特拉斯的turbo tighten功能以后,操作人员可以手持到70NM左右。
而低反力工具电动脉冲工具更是将扭矩提升到了100NM以上
阿特拉斯科普柯低反力脉冲工具工具的智能化还包括螺栓计数,螺纹损坏检测,防漏拧紧和螺栓检测,这四点在很多拧紧培训中心都有讲解,不再赘述。在工具数字化以后,第二步要对工作站数字化,此刻就要对人员权限,工具拧紧过程及结果,物料管理,操作工序,等进行管控,也就是人机料法。
人:作业员的操作是否合规
机:除拧紧工具外的其他设备是否被正确使用,结果是否合格
料:使用的物料是否正确,是否和BOM匹配
法:作业流程是否正确
Atlas Copco单站防错系统这样一套操作流程指导系统实现了操作人员即使想故意犯错也无法实施的程度,因为可再关联大屏幕,有的工程机械企业将该系统放置在客户参观通道中,在其潜在客户有参观时,会邀请潜在客户亲自操作该系统,并让客户故意拧紧错误,例如漏拧紧或者提前松手,系统会发出错误并提醒操作者如何改正,客户被工厂如此严格的装配质量要求所折服,从而增加订单额。可以说,这样的一套系统“有里儿,有面儿”。实实在在的提升装配质量,杜绝错误发生是“有里儿”,提成企业在客户中装配质量的印象是“有面儿”。有的企业期望通过增加自动化来提升企业形象,解决装配问题,但是如前所述,很多复杂装配较难实现自动化,但同时因为复杂,所以存在着大量的不确定因素,而智能装配系统就是为了在复杂装配岗位去辅助操作人员,帮助操作工解决或消除不确定的因素,而自动化在这方面乏善可陈。在有些岗位操作流程并不复杂,我们可能并不计划安装操作流程指导屏幕,我们希望通过定位力臂的方式让操作者严格按照操作流程
阿特拉斯科普柯定位力臂工站的数字化以后是对生产线的数字化,我们生产线中并不是每个站都安装有工作站防错系统,有的产品装配后实际是有错误的,但是我们操作人员没有发现,于是有缺陷的产品流向下一站。我们传统解决办法是采用PLC加总线方式进行控制,在有错误出现时,PLC通过逻辑控制在产品流入下一站的时候报警,而阿特拉斯是通过SAMS走以太网实现过去硬件的功能,不仅降低了能耗,更是减少了拧紧工具控制器中总线板卡的采购费用。生产线数字化之后,产品到达岗位以后,操组工扫描产品,SAMS能够从服务器中调出该岗位的拧紧工艺并下发至岗位,相比过去的硬件套筒选择器,SAMS采用集中配置,工程耗时会降低较多。从微观来说,生产线班长希望了解每个工站的工时应该在多少,最短能在多少,过去有企业采用比武大赛,而SAMS能够迅速的帮你计算出来,过去几个月中某个岗位最快的一次节拍多少,平均耗时多少,哪个人的耗时最长。在采用MES时,我们希望MES来实现对控制器的工艺下发,MES团队在项目结束以后,如果再有修改或者增加工艺,工厂需要支付MES供应商服务费用对工艺修改或增加,而SAMS将编程工作设计的非常简单,用户自己只需将工艺填入excel表格,就能实现MES技术人员的工作,节约了MES服务费用,更是减少了工艺修改时间。在采用SAMS后,MES只告诉SAMS产品序列号,由SAMS向控制器下发工艺指令。
生产线数字化之后我们开始对工厂落地数字化,我们采用数据采集分析软件ToolsNet及设备管理软件ToolsTalk软件对生产及设备进行管控。
在说完以上阿特拉斯数字化解决方案以后,对于落地智能制造的四个基础:数字化,互联网,大数据,人工智能也基本就清晰了。阿特拉斯是通过工具、工站、产线、工厂实现数字化,采用工业互联网实现数据采集全量全要素的拧紧信息,并采用分析软件对采集到的大数据进行分析,最终给予操作者以决策指导。我们很多工程机械企业在实现智能装配时基本按照以上思路,但是几乎所有工程机械企业在每一步都有所缺失。例如国内某挖掘机企业在前两年提出数字化转型,要将所有装配工具数字化,通过MES采集拧紧信息。但据了解,其采集的拧紧信息只是拧紧的最终扭矩、时间和是否OK,之所以采集量很少,很重要的原因是工厂人员缺少拧紧知识,也没有统计学方面的数学知识做支撑,所以在数据采集时不清楚哪些数据有价值。即使是采集下来的信息,很多工厂也不知道如何利用。刚才说了,智能系统在制造过程中能进行智能活动,包括数据分析、推理、判断、构思和决策,通过人和智能系统的合作共事,去延伸或取代人的脑力劳动,如果在采集了信息后并没有对装配错误分析改进、拧紧工艺改进、装配流程改进,那这样的工厂仍然算不上是智能工厂。对于拧紧知识,建议联系阿特拉斯科普柯技术人员获取培训材料,对于统计学知识,建议大家查看由中国人民大学出版社出版的《统计学在经济和管理中的应用》(第10版)这本书,不过阿特拉斯科普柯有很多分析软件,能够帮助你在没有任何统计学知识的情况下给予你指导意见。路甬祥说,智能制造是一个由智能机器和人共同组成的人机一体化的智能系统,系统在制造过程中能进行智能活动,例如分析、推理、判断、构思和决策。通过人和智能系统的合作共事,去扩大、延伸或者部分取代人的脑力劳动。智能制造系统并非要求智能设备去带人,而是机器辅助人类,人机共生。装配如此,检测同样如此,检测标准这么多,有ISO,VDI,JJF多种标准,计量人员需要按照流程一步步的操作,但是实际操作中发现,流程确实复杂,所以很多工厂力学试验室的人员并不会严格按照流程检测,很多就是检测一两次感觉没有问题就结束了,剩下的数据都是随便填写,即使是按照流程,你会发现出错的概率很大,所以阿特拉斯对检测也进行了流程指导。
检测仪器能够辅助检测人员一步步完成工作
有哪些工具应该要检测了,我们传统的办法是根据时间一年一校准,但是很多工具在一年中就可能出现问题了,如果等到出问题才去检查,可能此刻已经出现了很多拧紧波动很大的产品流入市场了,这会给我们带来很多质量隐患,可能没有问题,但也有可能是乘客有生命危险。另外,在出现问题以后再维修,此刻的维修成本远远高于在刚刚出现问题的时候。阿特拉斯的检测软件能够帮助质量人员做出是否校准的决策。QA Supervisor软件是阿特拉斯给质量管理人员的有力工具,可以通过QA Supervisor软件来编辑,分配测试任务,控制测试流程和结果§编辑测试日志§设置统计结果§设置人员权限
最后来说一下智能服务以及阿特拉斯科普柯提供的ALTURE服务。智能服务包括以用户为中心的产品全生命周期的各种服务,服务智能化通过持续改进,建立高效、安全的智能服务系统,实现服务和产品的实施有效智能化的互动,为企业创造新的价值。
在我们民用产品的智能服务可以将产品的信息自动上传至云服务平台,例如手机,可以通过传感器和互联网设备,将用户的使用习惯、需求信息等数据进行采集和处理,一方面可以引导供应商生产满足用户需求的个性化产品,另一方面,通过对设备的运行状态和使用习惯分析,为用户提供增值服务。
预防性维护:传统的预测性维修针对的是制造中的生产设备,但是广义的预测性维护针对的是产品相关的全部生产要素,在产品使用过程中,针对使用设备连续的状态监测,并对监测数据进行分析,从而预判产品的使用状态。预防性维护能够最大程度的降低停机时、减少维修时间和费用。如果客户没有分析软件,客户可以将信息上云,通过供应商的系统分析软件进行大数据分析,自动给用户生成设备运行报告,帮助客户的设备维保工作做决策。
阿特拉斯·科普柯的数据驱动型服务智能平台 ALTURE®,通过追踪、读取和分析工具设备所产生的数据,为您提供优化工艺流程的依据,助力提高效率、提升质量和降低生产成本,为您呈现一个由数据驱动的未来!ALTURE : Maintain – 维护
基于您的工具实际使用状况,来进行工具位置的信息管理,帮助您管理维护计划,跟踪维护状态,并及时提醒,提高信息传递的速度和效率,由此增加正常运行时间,减少由工具意外故障带来的损失,降低成本。
ALTURE : Optimize – 优化
关注潜在问题,进行主动式反馈。通过跟踪实时的不合格拧紧趋势,对潜在的生产过程问题进行实时通知,并提供实时的建议,帮助客户对质量问题做出快速反应,应对高生产节拍带来的挑战,改进产品质量。
无论是通过优化的维护流程提高工具在线率,还是在出现潜在质量风险、生产效率降低前收到实时问题反馈,进行“主动防御”,ALTURE 用智能而贴心的服务,让你的生产数据流动起来,让数据“说话”,为你传递信息。而结合阿特拉斯·科普柯丰富的行业应用经验和专业的拧紧技术,通过工艺改进建议和进行现场实施,完成一个闭环,助您不断提升装配质量,创造持续的价值。
综上,构建智能工厂是一个不断将周边设备卷入数字化的过程,从普通的工具,到装配站,生产线,到工厂,工具检测,智能服务,。。。。很多很多。在写这篇文章的时候,我自己认为以下几点很重要
1,智能化是途径,不是目的,智能化要落地制造,为制造服务,为产品增值,为企业降本;
2,采集信息要全量全要素,构建一个数字孪生,然后能从虚拟的数字孪生兄弟完全的仿真出物理世界的真实情况;
3,信息化和数字化的区别在于信息化是人工录入信息,而数字化是依靠各种传感器自动获取信息;自动化主要解决体力劳动,增加自动化主要是提升产量,智能化解决脑力劳动,在传统的生产制造中落实智能化在当前主要为了提升质量;
4,数字化是一个逐步的不断的卷入周边设备的过程;
5,数字化要采集大量的信息,采集数据不是目的,采集是为了对大数据进行分析,并给予人类以指导方案,帮助人类做决策;
6,软件才是企业实现智能化最重要的投资,绝不是硬件








请先 登录后发表评论 ~